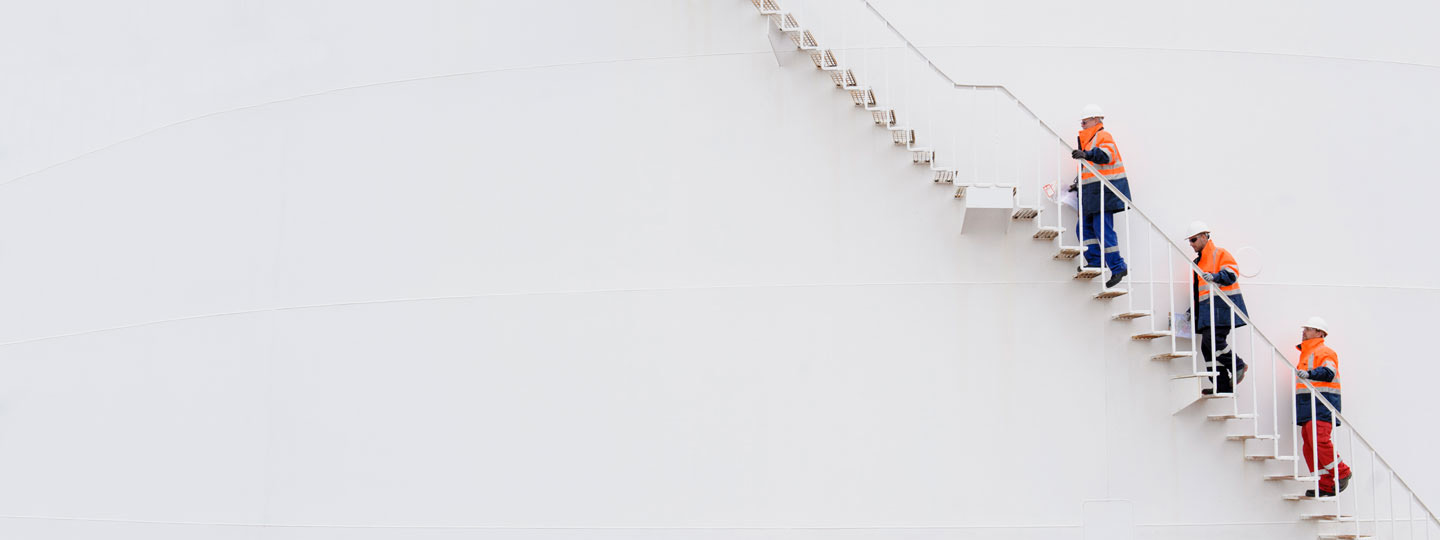


Chemical offerings optimized with digital services
Our deep R&D and application know-how, secure supply network and complete technology portfolio are some of the reasons why we are the preferred partner for safe, efficient and sustainable chemical water treatment.







